Mr Weiss, what were the main reasons for giving your plant a substantial overhaul?
The desire for better plant performance was clearly the main driver. Specifically, we wanted to significantly increase the hourly output of binder and wearing course mixture. To achieve this, the drum and the burner for the virgin mineral had to be dimensioned for a higher output.
What were your reasons for deciding to collaborate with Benninghoven?
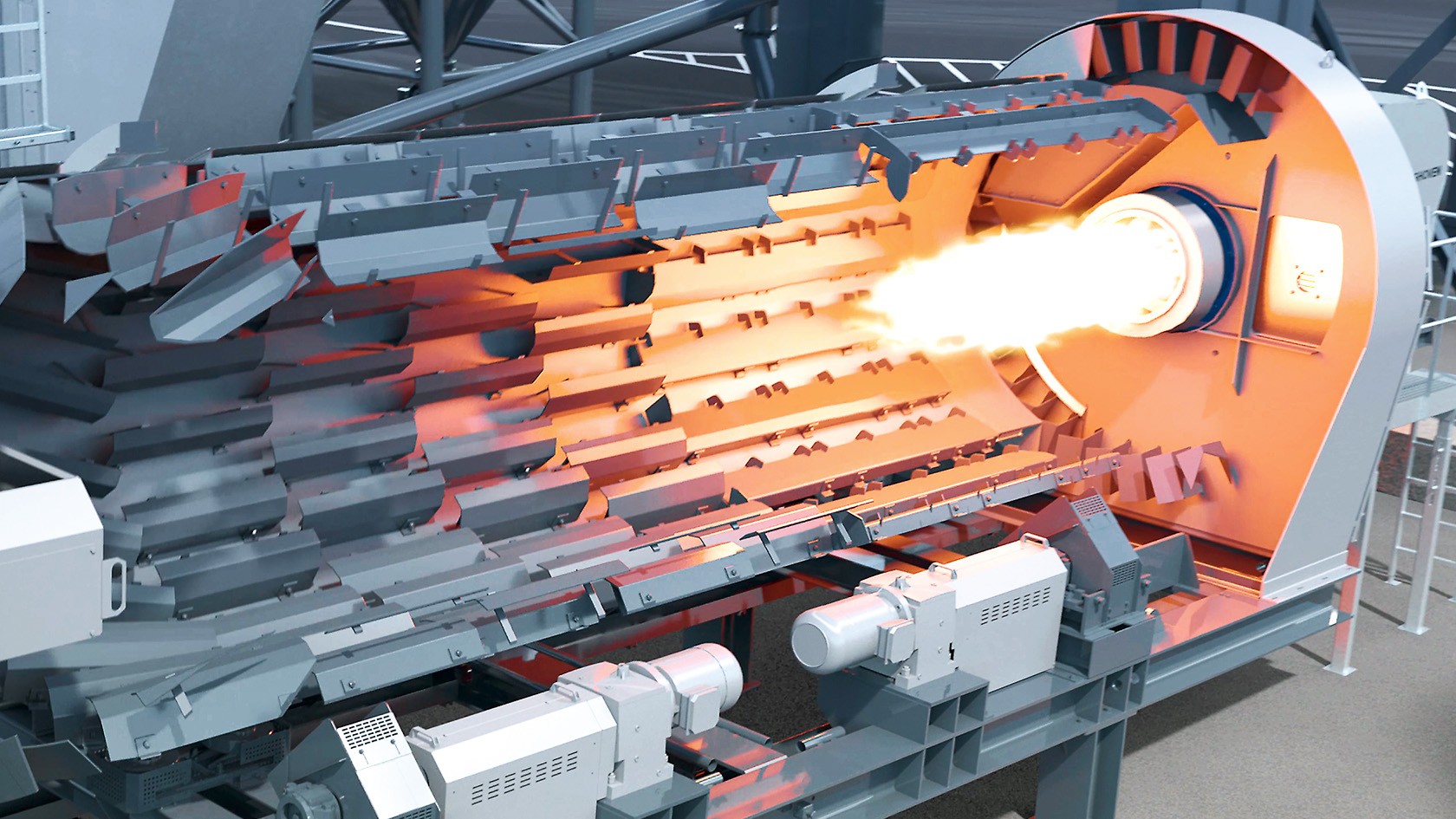
Our plant comes from Benninghoven and we are happy with the plant – but we also work well together, so it seemed obvious to approach Benninghoven to start with. The burner, in particular, is a fantastic device. If it ever needs replacing, Benninghoven would always be our first port of call. Our new burner can even run on three fuels, which makes us much more flexible.
Hindsight is a wonderful thing, as we all know. How did you find the partnership? And how do you rate the economic viability of your investment?
The collaboration was great. We complemented one another perfectly in both the planning and installation of the new components. Everything ran smoothly. We divided the tasks between us. So there were jobs we did ourselves, while the Benninghoven team dealt with others. Here too, each of us was always prepared to help the other side out. As far as economic viability is concerned, we can mix more at a lower fuel cost and we start earlier and finish earlier. That is really noticeable: We easily save half an hour’s working time every day.
Individual customer solutions:
Customized retrofit components are manufactured at the main Benninghoven factory.